全国咨询热线:021-57558961
24小时咨询热线:13564575575
电阻对焊工艺
▶工件装配成对接接头,使其端面紧密接触,通电后利用电阻热加热至塑性状态,然后断电并迅速施加顶锻力完成焊接的方法称为电阻对焊。
▶电阻对焊操作简单,接头比较光滑,但焊前对工件端面加工和清理有较高的要求,否则端面加热不均匀,容易产生氧化物夹杂,质量不易保证。因此,电阻对焊一般仅用于端面简单、直径小于20mm和强度要求不高的工件。
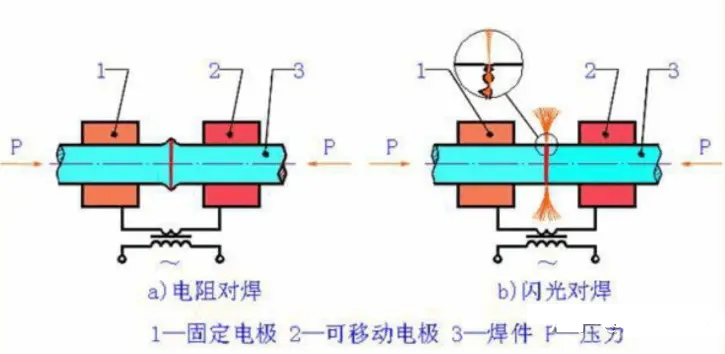
闪光对焊工艺
▶工件装配成对接接头,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使端面金属熔化,直至端部在一定深度范围内达到预定温度时,断电并迅速施加顶锻力完成焊接的方法称为闪光对焊。
▶闪光对焊在焊接前对工件端面清理要求不严格,因为在焊接过程中,工件端面的氧化物及杂质一部分随闪光火花带出,一部分在加压时随液体金属挤出,使得接头中夹渣很少,质量较高。但金属损耗较多,工件需留出较大余量,焊后要清理毛刺。可以焊接相同的金属材料,也可以焊接异种金属材料。广泛用于刀具、管子、自行车圈,钢轨等的焊接。
服务热线
